
We’ve finally finished processing a 55-gallon drum of .223 brass from Mojo Precision with help from FW Arms and Mark 7. Watch and read on to see what it took!
Disclaimer
Ultimate Reloader LLC / Making with Metal Disclaimer: (by reading this article and/or watching video content you accept these terms). The content on this website (including videos, articles, ammunition reloading data, technical articles, gunsmithing and other information) is for demonstration purposes only. Do not attempt any of the processes or procedures shown or described on this website. All gunsmithing procedures should be carried out by a qualified and licensed gunsmith at their own risk. Do not attempt to repair or modify any firearms based on information on this website. Ultimate Reloader, LLC and Making With Metal can not be held liable for property or personal damage due to viewers/readers of this website performing activities, procedures, techniques, or practices described in whole or part on this website. By accepting these terms, you agree that you alone are solely responsible for your own safety and property as it pertains to activities, procedures, techniques, or practices described in whole or part on this website.
Case Cleaning
Some of the mixed-headstamp .223 came polished, some didn’t.

I used a Dillon CV-2001 vibratory tumbler and CM-2000 case-media separator to clean large batches of brass.
Use code UR10 to save 10% on all casings from Mojo Precision!
Equipment
FW Arms offers a variety of dies, case preparation equipment, and reloading accessories. (Use code UR10 to save 10% on your entire purchase!)


For such a big project, we needed industrial-strength equipment. FW Arms offers both dynamic and static dies.
We’re using dynamic hold-down and decapping dies. Both are auto-centering, but the hold-down die dynamically adjusts to the case head thickness of each piece of brass. With so many different headstamps, we wanted the greatest flexibility possible.

FW Arms offers several different decapping dies. The simple decapper is ideal for single-stage presses, though it could be used on a progressive as well.

Kyle did most of the processing, and he decided to use the FW Arms auto-case centering decapping die with the Berdan sentry. (The Berdan sentry is a new product that will be available soon!)

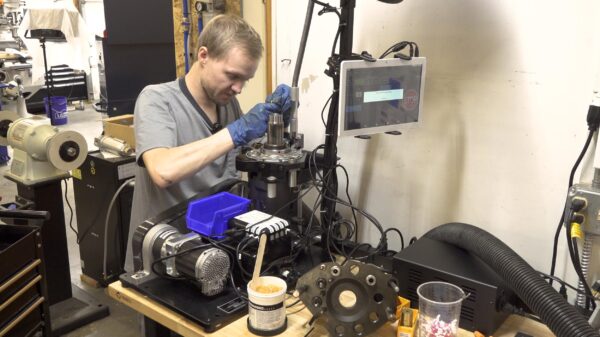
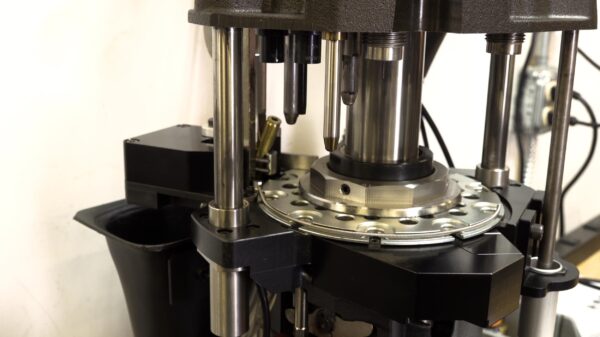
The Mark 7 Apex 10 is designed for bulk brass processing and loading, so this project is exactly what it was designed for.
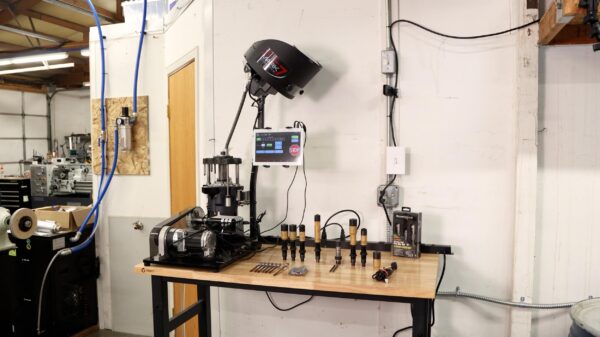
We’ve shown the Mark 7 Apex 10 a number of times on the channel, but focused on accessories or small projects. This time, we’re using it all day every day, taking full advantage of the built-in round counter!

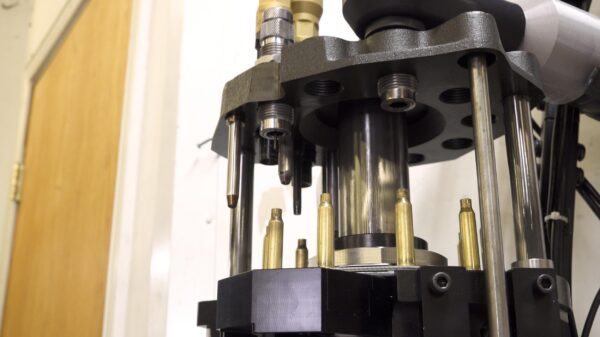
We set up the Apex 10 with Berdan sentry with the FW Arms decapper, Apex 10 DecapSense, and the dynamic hold down over the swaging station.

Before continuing, we verified proper swaging with a pin gauge in addition to hand-priming a few cases. (Though time-consuming, there is no substitute for the feel offered by a hand primer.)

We also added a Lyman carbide pro full-length sizing die and Mark 7 Power Trim Xpress.

I set up the trimmer to a minimum trim length of 1.746”. (SAAMI minimum is 1.730”.)
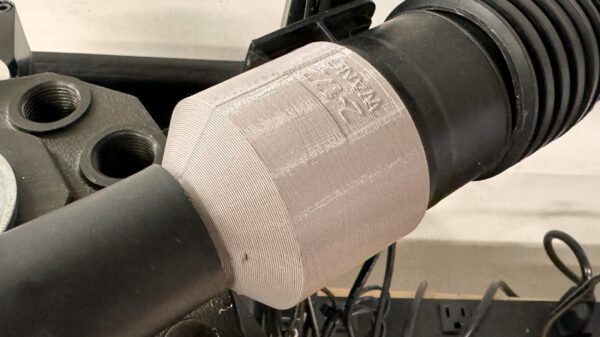
Kyle also 3D printed an adapter to secure the vacuum hose on the trimmer without duct tape.
Bulk-Processing
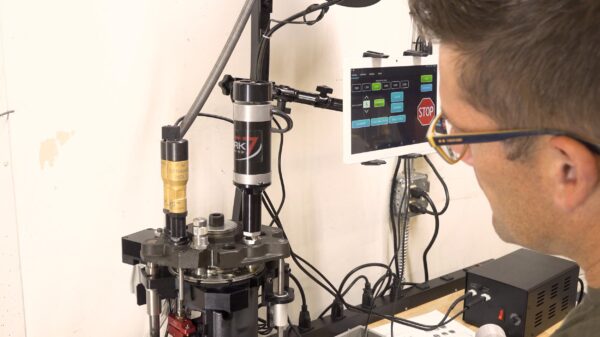
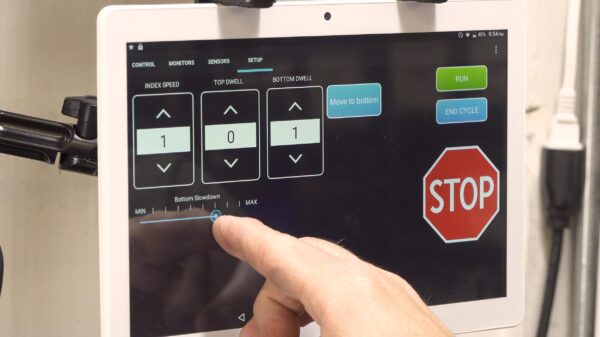
Before full automation, Kyle played with a variety of settings to ensure all would work accordingly. The difficulty in this project is the sheer variety of cases. We set the digital clutch to 5 and bottom slowdown to just under max.
We also lubed the cases with Hornady One-Shot. With the trimmer and vacuum turned on, we finally hit start and eagerly waited for the first processed case to drop into the bucket!

Case overall length was perfect, but we ran into some hiccups by the 80th case. I took some of the processed cases and ran them through both the case gauge and my .223 trainer.

It didn’t quite fit, so we adjusted the sizing die and reran all of the cases again. All passed both checks. In the first 100 rounds we also had one case feed jam, which dented the body of a case, rendering it unusable.

These are all minor issues and growing pains we expected to encounter as we refine the settings and process.
Over the next thousand cases, we made a few calls for help. Our first issue was the digital clutch. We encountered considerable friction between the cases and the resizing die.

We had lubed the cases with Hornady One-Shot but either didn’t use enough or it vaporized by the time the cases reached the sizing die. With 1,063 cases through the machine, 12 had to be discarded for a variety of reasons including punctures, crushing, and case feed failures. We also tweaked the trim length as it had settled around 1.755”.

While the Mark 7 Apex 10 with autodrive is automated, there are still some things to pay attention to. Kyle remarked that it was a bit tricky to balance lubing cases, feeding cases, watching the machine, and filming the process.

I sought some advice from Michael Hallak at Vantage Research. He recommended applying lanolin as a lube over the cases in a cardboard box. (The cardboard absorbs some of the lanolin and helps coat all the brass.)

Lanolin gets tacky over time, so he lubes the cases right before resizing and dry-tumbles with some solvent like mineral spirits to remove it. If using a large tumbler like the Dillon CV-2001, he tears up a dryer sheet inside to attract media dust, particularly if using corn cob. Michael also warned us about media in flash holes. His solution is to run all brass through the press on digital clutch zero with no dies, only a single decapper equipped with a small pin.

We reembarked on our journey using his advice, running several processes simultaneously.

Switching to lanolin solved our digital clutch issue. We had our clutch set to 8 (1,500 cycles/hour); Michael runs his on his Dillon progressives at about 4.

The first 1,000 cases served as a sort of proving ground. With all machine settings properly adjusted, it came down to case lube. Kyle adjusted our lanolin formula, using 10 ounces of isopropyl alcohol per one ounce of lanolin. This seemed to work perfectly. Between 1,000 and 10,000 cases, we tightened some screws, but by 11,098 cases, Kyle’s next convenient stopping point, it was time to grease the machine.
Kyle explained that his efficiency increased as he learned the machine and how to troubleshoot. The lanolin also filled up in the case feeder bowl over time which helped keep everything running smoothly.

In total we processed 41,439 cases on the machine over 50 hours. This was a bit under our 45,000 case estimate for the 55-gallon drum, but Kyle did a lot of trial and error and might have lost track of a few pieces. Regardless, this is a LOT of brass.

The Issues
Starting from the least common failure, we had one punctured flash hole. Kyle noticed this somewhat accidentally when the machine stopped (potentially for this or for another issue), so there may or may not be more.
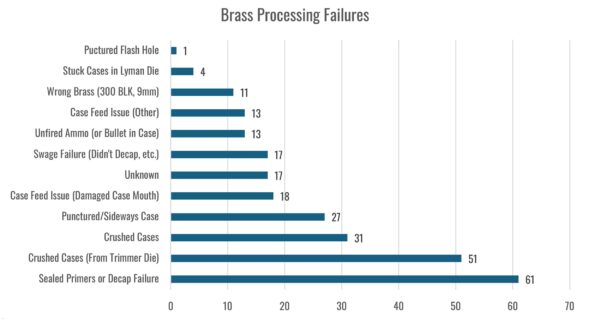
Four cases stuck in the Lyman die. This isn’t uncommon with .223 and sticking one out of every 10,000 cases isn’t bad. One case took the carbide sleeve with it.

This was with an older Lyman pro die. Lyman has since changed their processes to prevent this from happening, brazing the carbide sleeve into the die rather than using adhesive. (Though this isn’t a common issue, if you have one of the older pro dies, contact Lyman and they will replace it.)
11 pieces of brass were the wrong caliber — .300 Blackout or 9mm.

We recorded 11 case feed issues (other). Kyle explained that these were cases crushed by the case feed arm that stopped the entire operation.

Given this was all range-pickup brass, there was bound to be a variety of conditions. We had 13 instances of unfired ammunition or a bullet stuck in a case. The Berdan sentry caught all of the stuck bullets.

We encountered 17 swage failures, where the primer remained or the bottom of the case was chewed up as the case popped out. We had the same number of unknown brass processing failures — the machine stopped and we had to investigate. With so much going on at once, it’s possible some cases got mixed up.

18 cases had damaged case mouths. 27 cases were punctured/sideways. 31 cases were crushed; 51 more cases were crushed from the trimming die.

Kyle explained the high number of trimming die failures were due to an improperly-tensioned spring.
He had the spring too tight, which was bringing the tips of the case mouths further in and prone to damage. Kyle uncovered this towards the end of the process and had no such issues after making a spring adjustment.

The most prevalent issue we had was 61 sealed primers/failure to decap. The solution would have been to adjust the FW die, but we decided not to as doing so would result in more punctured cases. These sealed primers were so tight they actually triggered the Berdan sentry.
In total, we had 264 brass processing failures out of 41,439, less than a 1% failure rate! Keep in mind this includes some operator error and learning curves. I’d be fascinated to see the failure rate on a second drum of .223!
Conclusion
Though we had some hiccups along the way, it wasn’t unexpected. We are grateful to FW Arms, Lyman/Mark 7, and Vantage Research for help troubleshooting along the way. We were very happy with our 0.6% failure rate, particularly once we switched over to lubing with lanolin.

One thing we were all incredibly impressed with was the quality of FW Arms’ equipment. Over 41,000 pieces of brass and zero broken decapping pins!

We originally anticipated having to replace them at least a few times and asked FW Arms for some extra pins. They expected we wouldn’t need more than three or four, and they turned out to be right! There was one instance in which Kyle thought he broke one, but he was able to remove it, inspect it, and put it back to work!

All of Mark 7’s sensors and the Berdan Sense (available soon!) prevented press damage, stopping the automation when it detected an issue. Part two of this series is bulk-processing approximately 90,000 9mm cases!

Get the Gear
Mojo Precision – Use Code UR10 to Save 10% on All Casings
FW Arms – Use Code UR10 for 10% Off Your Entire Purchase!
Mark 7 Power Trim Xpress from Mark 7 Reloading and Midsouth Shooters Supply
Lyman Pro Trim-Die .223 at Midsouth Shooters Supply
Hornady One-Shot Case Lube at Midsouth Shooters Supply and Creedmoor Sports
Dillon CV-2001 Vibratory Case Tumbler
Dillon CM-2000 Case/Media Separator at Creedmoor Sports
Dillon Case Lube & Rapid Polish 290
Don’t miss out on Ultimate Reloader updates, make sure you’re subscribed!
Thanks,
Gavin Gear


































































