
That barrel is too thin to thread! I’ve heard that said multiple times, and I’ve even said it myself. So what do you do when you want to put a suppressor on your sporter rifle, and don’t have enough “meat” on your barrel? I’ll cover that in this story!
Be sure to check out my announcement at the end of this article related to the Sonoran Desert Institute partnership!
Disclaimer
Ultimate Reloader LLC / Making with Metal Disclaimer: (by reading this article and/or watching video content you accept these terms)
- The content on this website (including videos, articles, ammunition reloading data, technical articles, gunsmithing and other information) is for demonstration purposes only.
- Do not attempt any of the processes or procedures shown or described on this website.
- All gunsmithing procedures should be carried out by a qualified and licensed gunsmith at their own risk.
- Do not attempt to repair or modify any firearms based on information on this website
- Ultimate Reloader, LLC and Making With Metal can not be held liable for property or personal damage due to viewers/readers of this website performing activities, procedures, techniques, or practices described in whole or part on this website.
- By accepting these terms, you agree that you alone are solely responsible for your own safety and property as it pertains to activities, procedures, techniques, or practices described in whole or part on this website.
The Challenge: 5/8″ x 24 Threading on Thin-Profile Barrel
From Guy Miner’s African hunt preparations:
My rifle is well proven — a Remington 700 CDL with a factory 24” sporter barrel. It typically shoots ¾” to 1” groups at 100 yards with my handloaded hunting ammo I’ve hunted with it in Washington, Wyoming and Alaska for a variety of big game animals including grizzly, elk, black bear, mule deer and pronghorn antelope. Just last fall I used it to take a mule deer at 350 yards. This is one of several big game animals it’s dropped at 300+ yards. I’m comfortable and confident with it, which is critical in any shooting scenario. The rifle has had a few modifications/improvements over the years including pillar bedding, adding a free floating barrel, and replacing the factory trigger with a Timney. I’ve mounted a 6x Leupold on sturdy bases, and Gavin recently threaded the barrel so we could install an Omega 300 from SilencerCo. The barrel threading was at the request of my guide (called Professional Hunter in Africa), Mike Birch, who mentioned that he had a suppressor I could hunt with in South Africa. I also have a Montana sling on it, which I use to stabilize the rifle in various shooting positions.
But, we’re dealing with a thin profile sporter barrel on Guy’s 30-06!

If you have a thin profile barrel and want to thread it, you may think to yourself: “There’s just not enough meat on there”. And that’s true. If you want at least a 1/16″ shoulder all the way around, you’ll need a 0.750″ muzzle area to thread. We mic’d the muzzle on Guy Miner’s Remington 700 CDL rifle, and found it was only about 0.641″ in diameter at the muzzle. There wasn’t taper on the barrel for a “cut down”, and Guy didn’t want to cut anyways. What to do?
The Solution: Add a Shoulder
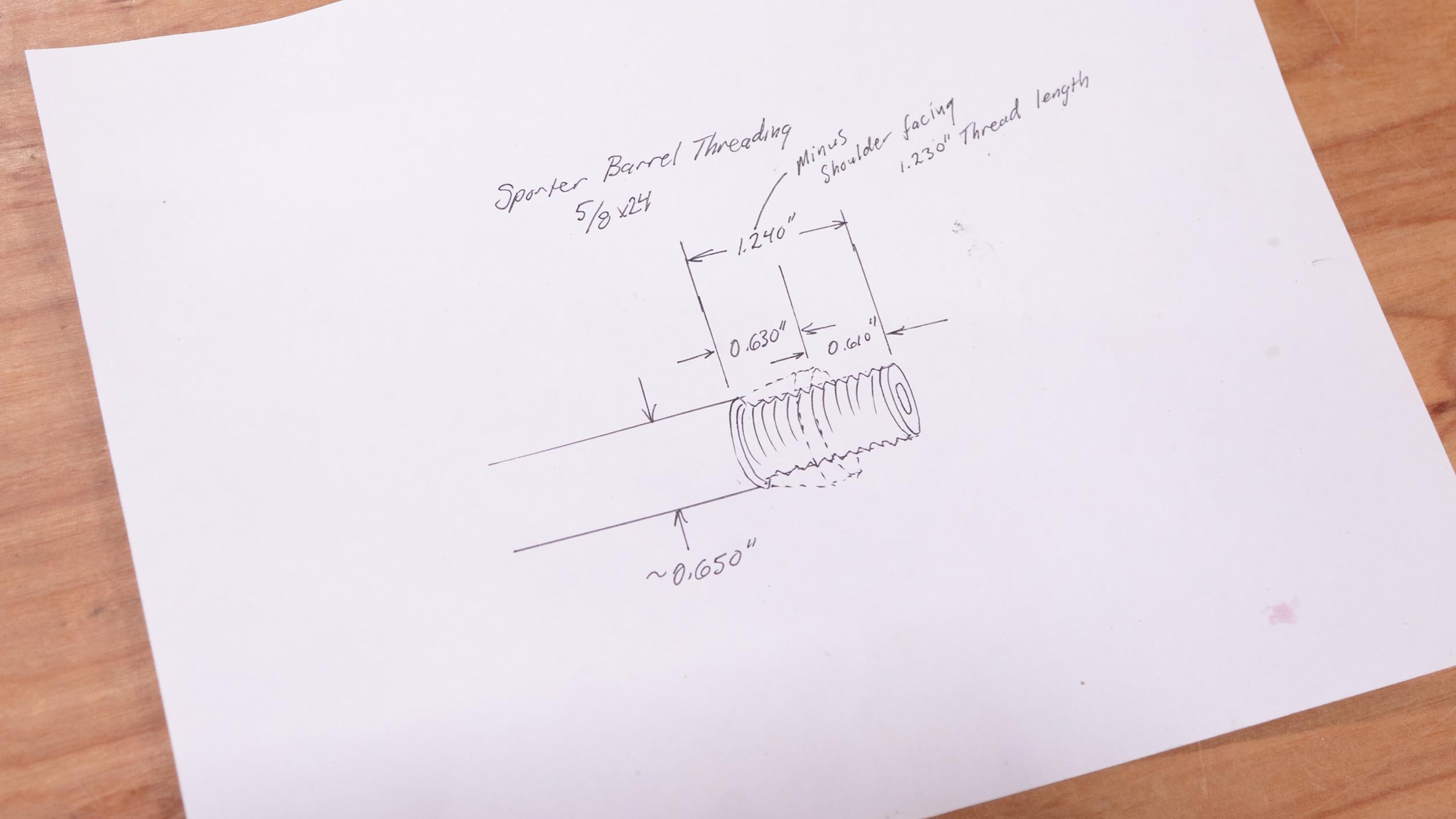
If you don’t have sufficient shoulder, how about just adding one? I decided to thread to approximately double length, and to lock a thread protector in place to serve as a shoulder. It would be turned down, profiled, and trued up at the shoulder area. I was confident this was going to work!
Let’s talk tools and equipment before we get into the process!
Precision Matthews TL-1660 Ultra-Precision Lathe

This lathe is a beast! Here are some of the specs for the Precision Matthews TL-1660:
- Ultra Precision, made in Taiwan
- 16″ swing, 60″ between centers capacity
- D1-6 high precision spindle
- English and Metric threading without gear changes
- One shot lube on the carriage
- 3-Phase 5hp motor
Here’s a video I posted recently detailing the arrival and setup:
*Note: for most gunsmiths, the TL-1640 would be a great choice. You likely won’t need 60″ between centers like the TL-1660 offers. The TL-1640 can save both space, and significant money on freight! I opted for the larger lathe because I wanted to have a lathe on hand with extended capacity between centers.
Straight Shot Gunsmithing “True Bore Alignment System” and Range Rod
Recently I’ve become a huge fan of the SSG True Bore Alignment System (TBAS). This unique articulating chuck system allows you to dial in your barrel with both radial and axial adjustments.
Above you can also see the SSG Range Rod (see bottom of page HERE) which is used in conjunction with the TBAS system to indicate barrels (I used this on both the breech and and the muzzle end of the barrel.
Process Breakdown
Here are some pictures of the process!
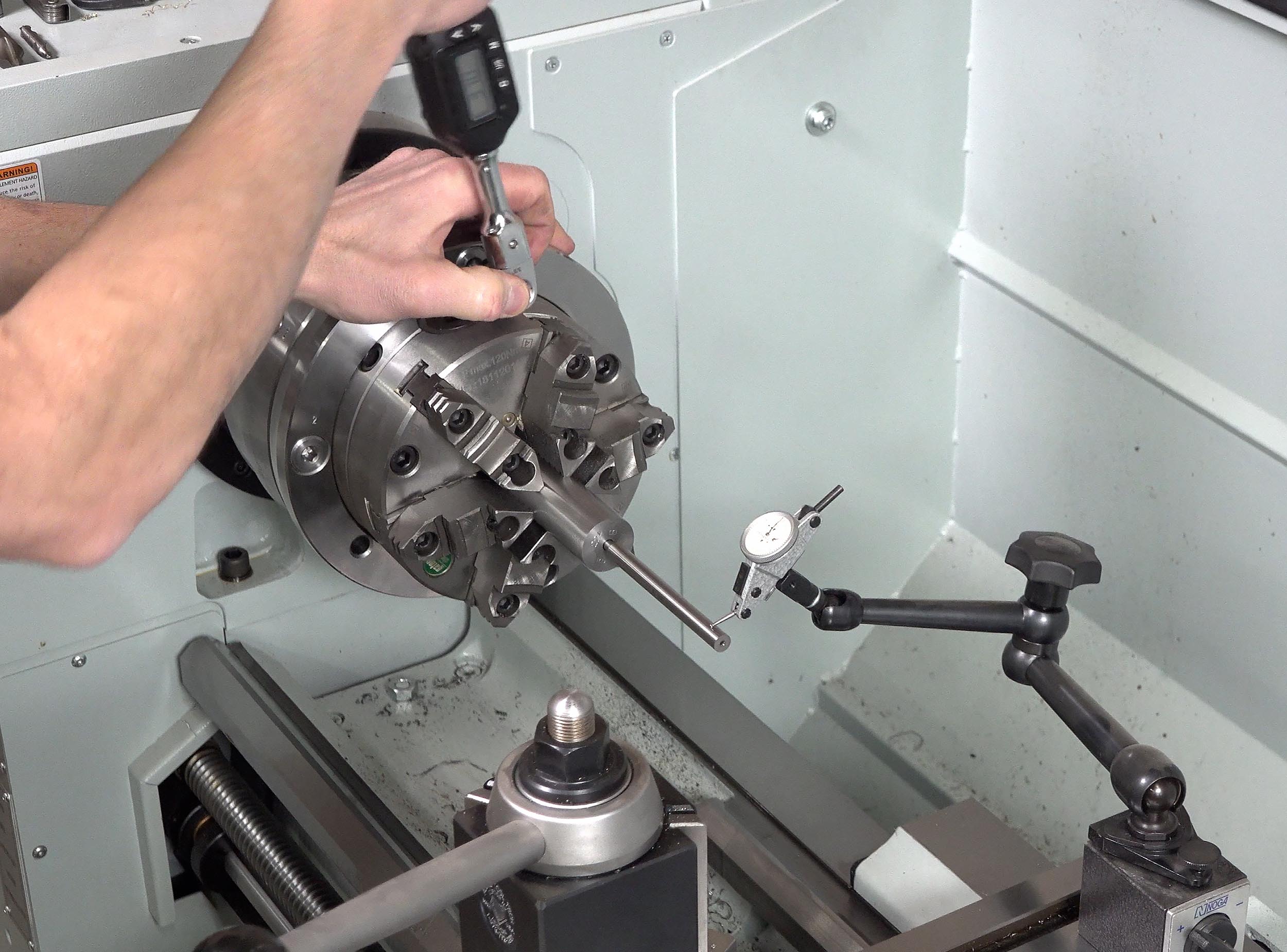
1: Install Barrel and Dial-In
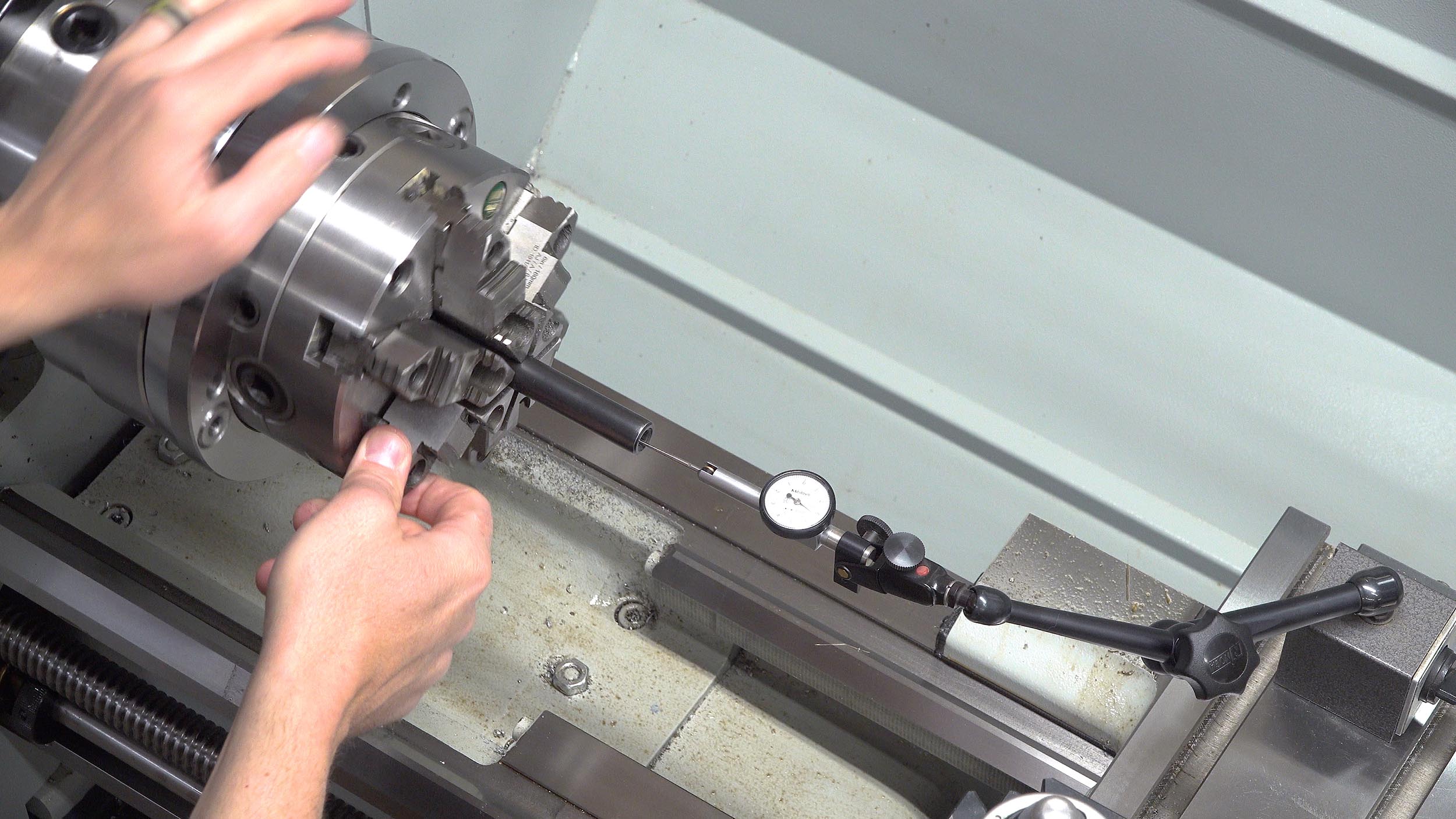
Using the True Bore Alignment System, I dialed in the muzzle (near the crown and about 1.5″ back) to within about 0.0002″.
2: Turn tenon area
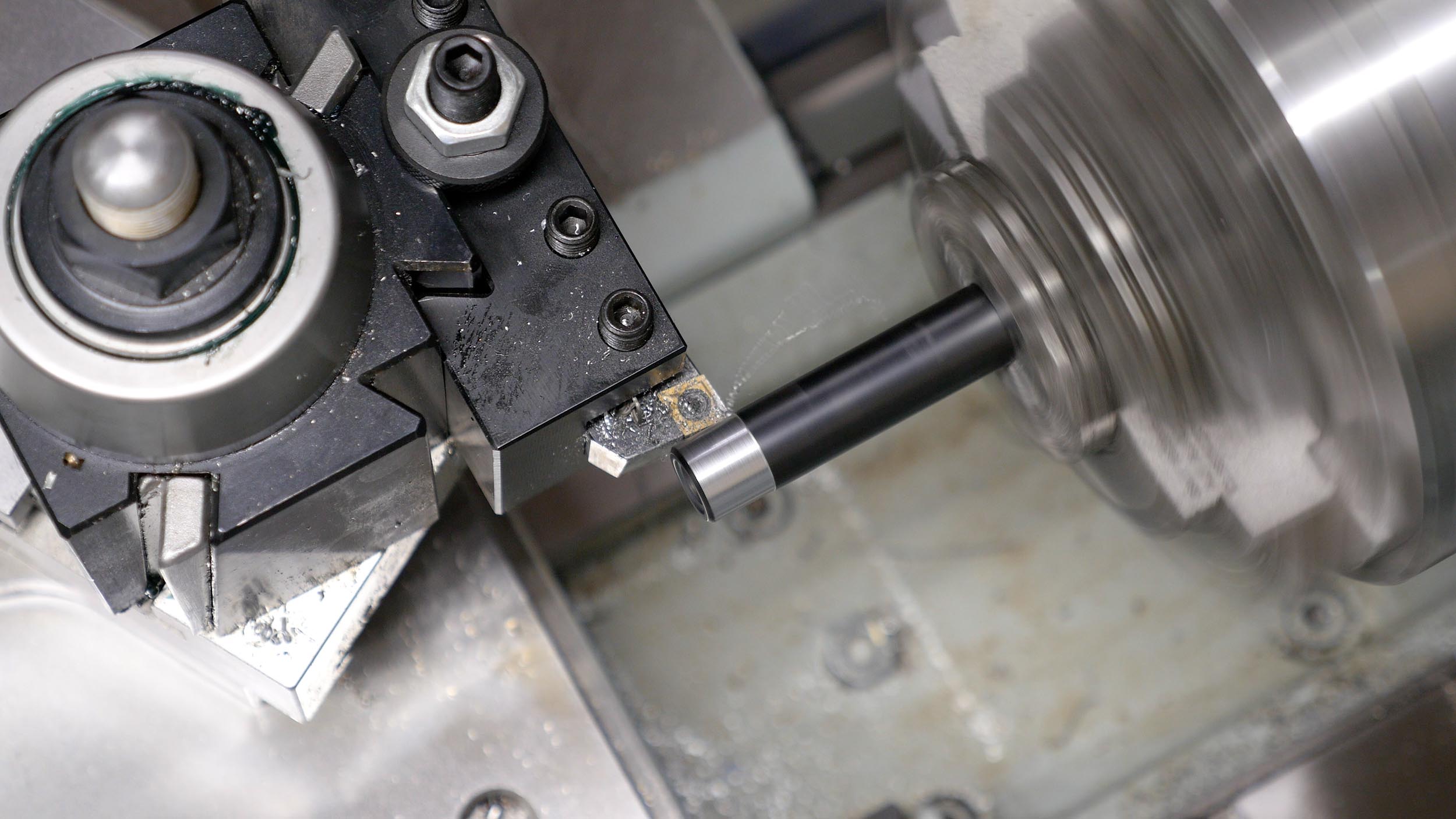
I turned the tenon back to the lenght I had calculated, and just under 0.625″.
3: Cut the Thread Relief Groove
I cut a thread relief groove to about 0.055″ (reduction in diameter).
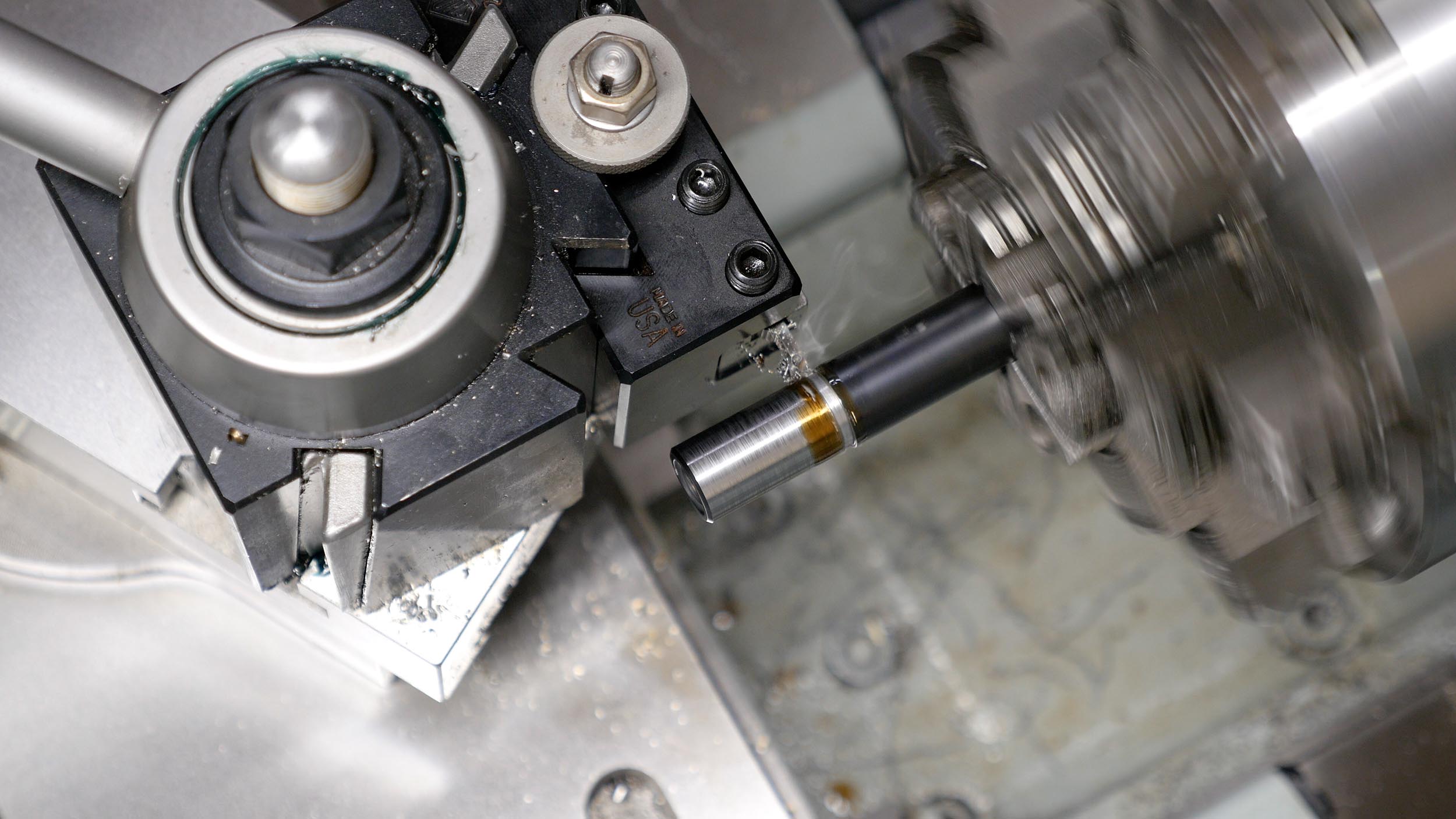
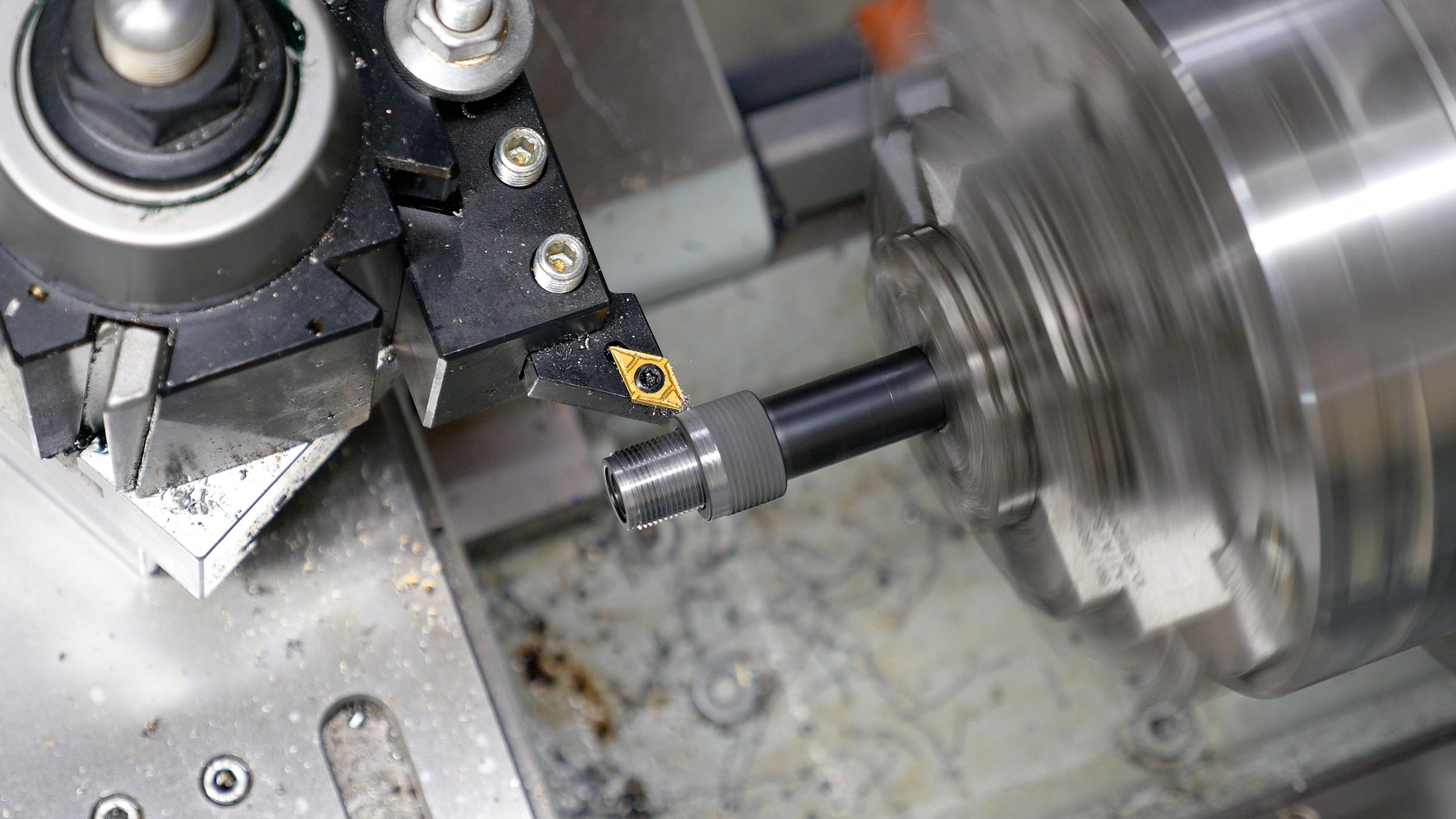
4: Threading the Tenon

The tenon was threaded all the way back to the thread relief with 5/8″ x 24 threads.
5: Installing and Loctite-ing Thread Protector

I applied some red Loctite on the threads, screwed on the thread protector, and tightened in place with channel lock pliers.
6: Profiling the Thread Protector
When the profiling was complete, we finally see what things will look like:

7: Cold Blueing
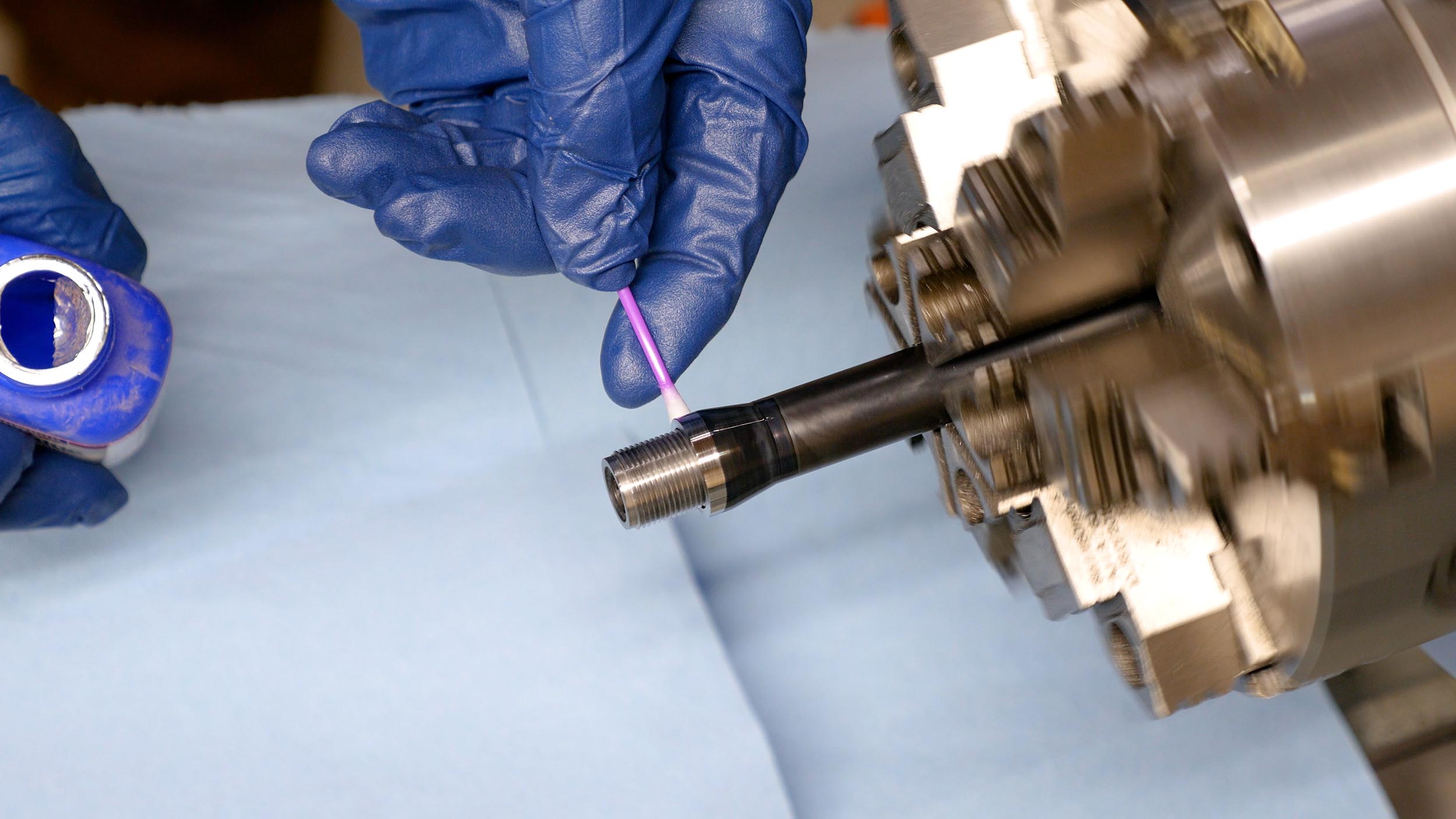
After protecting the lathe ways, I ran the lathe at slow speed while applying cold blueing fluid with a Q-Tip. I worked in the blueing in several passes, and wiped a cloth with oil over the finished product at higher speed to even out the finish. Here’s what things looked like in the end:

8: Custom Profiled Thread Protector
After filming the video, I ordered some gunsmith’s thread protector blanks, and proceeded to profile one to the exact diameter of the muzzle shoulder (0.800″), and then cold blued to match!

Success!

Since threading the barrel, Guy has shot this rifle with a brake, and we’ve both shot it with a suppressor. It worked out GREAT! Now Guy’s rifle is ready for the South African Hunt!
Sonoran Desert Institute
I’m excited to announce that Ultimate Reloader has formally partnered with the Sonoran Desert Institute (SDI). Over the coming months I’ll have much more information!

I know a lot of you out there like to repair and modify your own guns. If you’re looking for a way to take your hobby to the next level, SDI can help. SDI is an online accredited college and offers firearms-specific coursework. SDI helps students learn the skills and techniques they’ll need to be successful in the firearms industry.
Visit SDI.edu or call 480-999-4767 to learn more!
Ultimate Reloader Rifles and Gunsmithing
As mentioned in the video, we are planning to offer complete custom rifles and eventually precision rifle gunsmithing services. If you’d like to know more, you can get on the waitlist HERE.
Don’t miss out on Ultimate Reloader updates, make sure you’re subscribed!
Thanks,
Gavin







































































Thumbs Up