One of the most important aspects of reloading rifle ammunition is correct brass prep. This is especially true when you are reloading military brass like 5.56 NATO (similar to .223 Remington) and 7.62x51mm (similar to .308 Winchester). These military cases are a great deal, and in some cases you can buy once-fired machine gun brass by the pound (read: cheap). But along with the bargain price comes some extra work, like swaging or reaming the primer pockets because military rifle ammunition typically features crimped in primers.

In preparation for my upcoming series covering the new Hornady Lock-N-Load Rifle Bullet Feeder, I thought it would be a good idea to prep a bunch of brass. My bulk rifle brass prep procedure has undergone several permutations, but with the equipment I currently have, my preferred method is to use my machine shop equipment.
Here’s an overview of the processes I’ll demonstrate in this article and video:
- Dillon DCL spray lube: Lube cases
- Progressive press and case feeder: size and de-prime cases
- Milling Machine: Trim cases to length (~brass length spec minus 0.020″)
- Metal lathe: Ream primer pockets
- Metal lathe: inside and outside chamfer
After lubing the cases generously with Dillon DCL (first case through die gets synthetic motor oil to get die primed), the cases are run through the Hornady Lock-N-Load AP 5 station progressive press using the motorized case feeder and a Redding .308 Winchester sizing/depriming die.
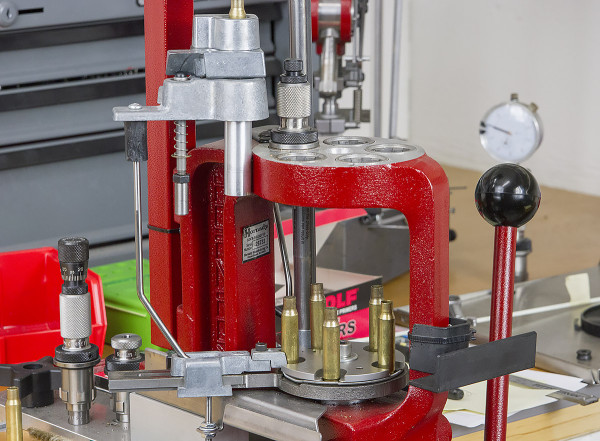
It’s critical to size the cases prior to trimming them because the brass will elongate (lengthen) slightly when it is sized. After performing a quick measurement using a caliper to measure case length you’ll know whether you’ll need to trim the cases or not. When breaking in military cases (prepping previously fired military brass) I like to trim to the case length spec minus 0.020″. For this process, I like to setup my small knee mill with a case trim cutter chucked up in a drill chuck or collet. I then clamp a shell holder in the milling vice and use the X,Y table to center the shell holder under the case trim cutter pilot.

The case trimming process is simple: insert a case into the shell holder, hold onto it with one hand while lowering the ram/cutter with your other hand. When the cutter contacts the case mouth, you slow down your downfeed rate and let the cutter do its work. When the cutter bottoms out against the depth stop and stops trimming brass shavings, you raise the ram/cutter and withdraw the case.
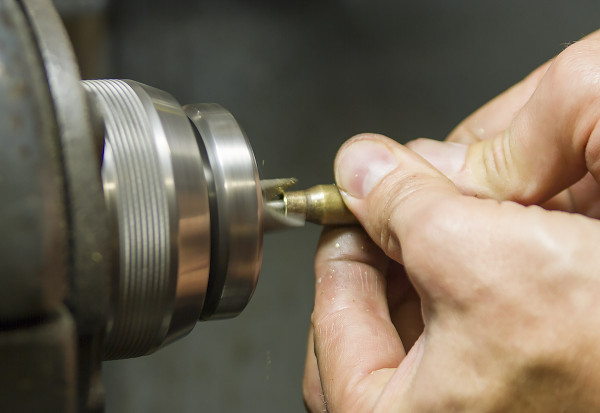
The next procedures will be demonstrated on a metal lathe. Any metal lathe will do, but if you are in the market for a lathe I would *strongly* recommend one with a collet setup (mine uses 5C collets).

In the above picture from left to right you’ll see:
- The outside chamfer cutter
- The inside chamfer cutter
- The primer pocket reamer
- A 7.62x51mm case for size comparison
After installing the correct collet with the cutter, select a spindle speed that’s in the medium speed range (you’ll have to experiment to find what works best for you). It’s then a simple matter of running each case through the current stage of brass prep, and then cycling through the cutters used for each process. Using this technique, you can process thousands of cases in a reasonable length of time.
In the following video I’ll demonstrate the entire brass prep process from start to finish:
Please note that there are many different ways to perform brass prep. You’ll need to experiment to figure out which processes and tools work best for you based on what you have in your shop and what your budget looks like.
Have an “out of the box” method for brass prep that you’d like to share? Please leave a comment!
Thanks,
Gavin


































































Gavin, what case trimmer are you using in that pic?
Why not use a RCBS 3-way cutter in your mill after you have tumbled your cases? That way you don’t get dings in the necks from tumbling and you can get to loading faster.
That’s a great idea- I’ve been waiting to try it…
Ken, what a great idea… Now Gavin can do a new video, RCBS 3-way trimmer, on the bench and in the shop!
What are your thoughts on something like the Hornady case prep center as an alternative to using a lathe/mill ?
The Hornady case prep center is great in that you have multiple tools spinning at the same time, and you can handle each piece of brass only once. The downside for bulk brass prep (more than 100 or so) is the slow spindle speed.
Nice Gavin! I’ve become a big fan of Chamfering & Deburring since making .300 BLK brass from cut down 5.56mm brass. Mostly because after trimming to length, I sometimes get mushrooming of the excess case (noticed on PMC brass) and the tool just cuts through it.
The BIG question I have about the military primer crimp pocket is do I swage or ream the pocket? Does it really matter? Or is it just personnel preference? OK, so it came out as three questions.
Like the machine shop! Naw, lets be real, I lust after that machine shop!
Brian
Brian- Swaging and reaming both work, but I like reaming because it adds a chamfer that helps guide the primer into the primer pocket…
Great idea. I have a Bridgeport mill in my shop and plan to use it for reloading 223/556. It’s nice to see the procedures you use. I don’t have a lathe yet so most of the ops will be on the BP. Thanks for the information.
Dennis
Bridgeports are NICE! (to use, and to look at 🙂 )