
Ever wonder how the ZERO press is made? Area 419’s Craig Arnzen and Justin Watson take us behind the scenes to show us the entire process from raw materials to finished product!
Disclaimer
Ultimate Reloader LLC / Making with Metal Disclaimer: (by reading this article and/or watching video content you accept these terms). The content on this website (including videos, articles, ammunition reloading data, technical articles, gunsmithing and other information) is for demonstration purposes only. Do not attempt any of the processes or procedures shown or described on this website. All gunsmithing procedures should be carried out by a qualified and licensed gunsmith at their own risk. Do not attempt to repair or modify any firearms based on information on this website. Ultimate Reloader, LLC and Making With Metal can not be held liable for property or personal damage due to viewers/readers of this website performing activities, procedures, techniques, or practices described in whole or part on this website. By accepting these terms, you agree that you alone are solely responsible for your own safety and property as it pertains to activities, procedures, techniques, or practices described in whole or part on this website.
About the ZERO Press
Area 419 designed the ZERO press with ultra-precision reloaders in mind. I’ve loaded a number of cartridges on this fully American-made press.
The Process
The first step is machining the body of the ZERO press from extruded blocks of All-American billet stainless steel and aluminum.

Area 419 has a special extrusion die to cut down on wasted materials and machine time. Originally, machining the body took approximately 30 minutes, now the program is down to 18.

The entire process is automated with all key dimensions completed in operation one. A robot picks up the blank and clamps it into the machine.

It also removes it when the program is complete.
Machining the ZERO body with a five-axis is a necessity. Area 419 uses a GROB G350 five-axis machine to reach all the different holes and ports, allowing for greater precision and for all to be done in one operation.
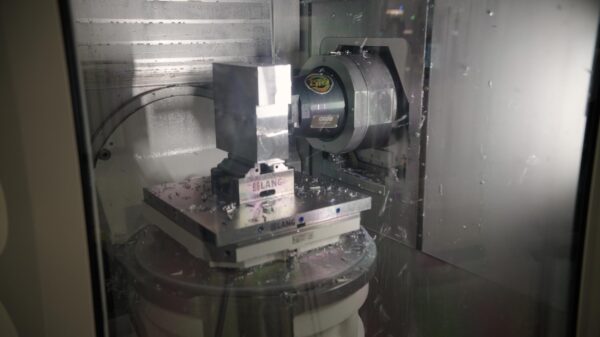
Refixturing a part for another operation leaves great room for error and inconsistency, using a five-axis machine eliminates this.

The ZERO bodies then move to another machine that profiles off the back for an ARCA lock.

Parts including the arms, mounting plate, and primer tray need to be made separately from the body. These are made using two-operation and sometimes three-operation tombstone fixtures (DMG MORI NHX 5000).
Each face on the fixture holds the pieces for a single press. Nothing is accidental. Area 419 CEO Jon Addis carefully designed the fixtures and workholding as he designed the parts.

One must consider the resources at hand as well as if each part will be a horizontal or five-axis part.

Area 419 does not run a batch of press bodies, arms, and turrets, potentially leaving a shortage. Instead, Area 419 manufactures everything in sets.

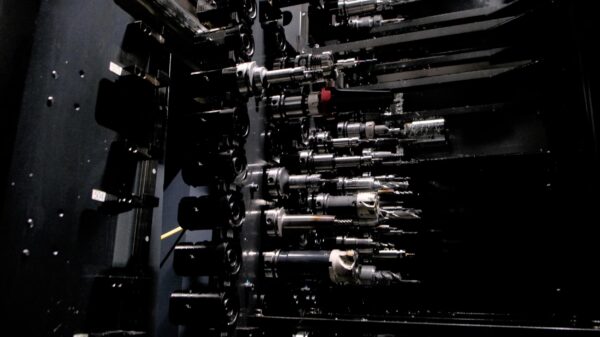
Making so many different products requires a number of different cutting tools. Area 419 has a toolchanger containing 250 tools. It works unmanned overnight, checking the tools for wear and breakage.
The pull studs that go in the top of the turrets are turned from slugs of A2 tool steel using an NLX 2500.

During COVID shortages, American tool steel was extremely hard to procure and Area 419 is dedicated to only using American raw materials. The slugs are robotically fed and rough turned but left oversized by 0.010” or so and sent off to heat treat.

The slugs grow slightly in heat treat and return to the lathe to be hard turned with different specialty tooling to its exact dimensions. This part needs to be cut precisely and is cut this way to eliminate issues caused by inconsistent material growth rates during heat treat.

Area 419 uses robotic automation in lathes rather than a bar feeder because some items like slugs can’t be bar fed. Also, dropping big and heavy pieces through a parts catcher is not ideal. Some argue that automation steals job opportunities. For Area 419, it’s about allowing each individual employee to do more at a highly efficient rate.
For the ZERO press alone, Area 419 makes 22 parts in house. Bearings, mounting hardware, springs, and other small pieces are brought in.

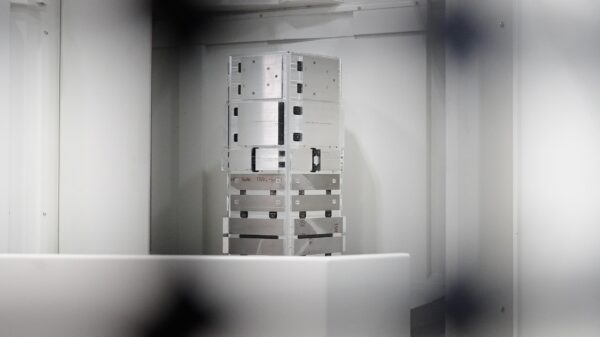
Anodizing is done externally. Area 419 transports their parts in specialty wooden crates for extra protection during shipment. These custom containers help prevent blemished parts. Designing parts ideal for anodizing also takes some extra thought. In example, ZERO turret heads have screw holes for racking that aren’t visible when the press is fully together.

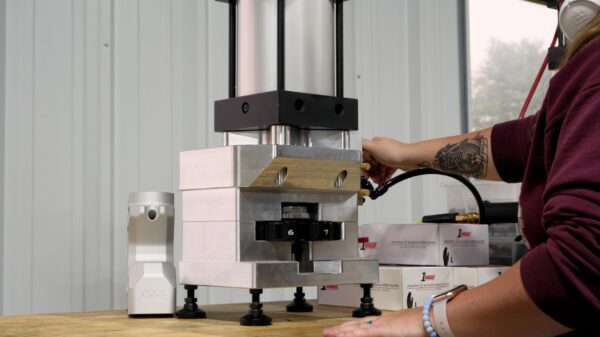
When everything returns, it’s time to assemble the full press. Like everywhere else in the shop, the idea is to make each task as easy and consistent as possible to allow employees to do more. In example, interference-fit pull studs are pressed into the turret by a pneumatic machine.
There are multiple sub-assemblies throughout this process which break up the monotony for the assembly team.

Final assembly is the last step along with packaging. All parts are wiped down for a clean presentation. Craig and Justin explained that when packing materials arrive, they do in massive quantities that take up a lot of space.

Investing time and money in secure packaging has not only elevated the brand but also ensured all presses arrive to their new owners with no damage. Of over 5,000 presses shipped across the U.S. and to over 30 countries, Area 419 has not had a single press arrive damaged.
Conclusion
Area 419 has done an exceptional job of combining automation with human touch to produce top quality products as consistently as possible. Efficiency among processes means that each employee can perform his/her job to the best of their ability.

The goal isn’t to eliminate humans, but to make their jobs as easy and pleasant as possible. The team at Area 419 has put a lot of thought into their designs, processes, and people — something to think about next time you’re using a ZERO!
Get the Gear

Area 419 ZERO Press at Midsouth Shooters Supply
Area 419 ZERO Storage Block at Midsouth Shooters Supply
Don’t miss out on Ultimate Reloader updates, make sure you’re subscribed!
Thanks,
Gavin Gear


































































